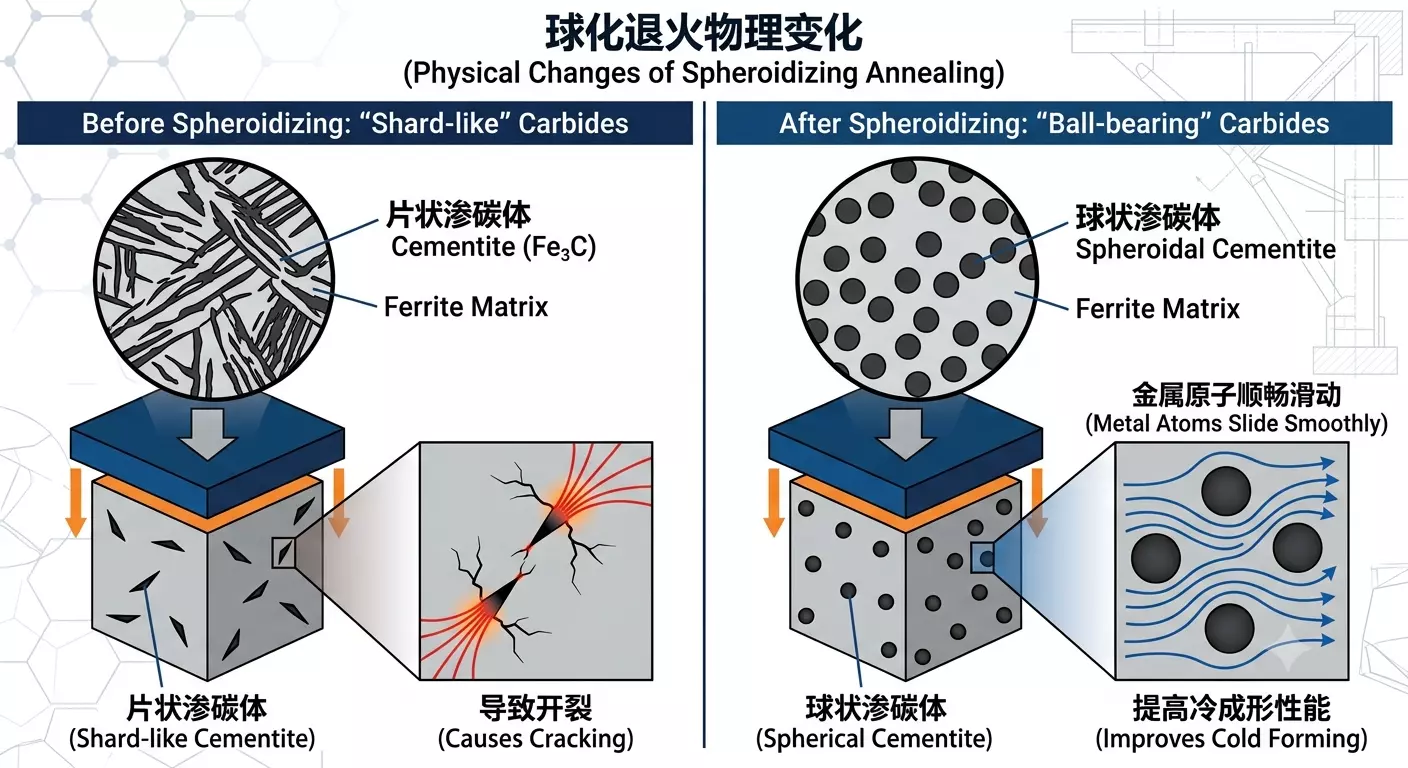
O recozimento esférico é um processo de tratamento térmico, usado principalmente em aço de carbono médio, aço de alto carbono, aço de boro, aço de liga e alguns aços de baixo carbono com altos requisitos de conformação a frio. O objetivo é transformar a cementita (Fequatro C), que era originalmente uma "camada de folha" ou "malha" no interior do aço, em partículas esféricas distribuídas por meio de aquecimento prolongado e resfriamento lento.
Mudança física: imagine que a cementita em flocos é como um vidro quebrado, que pode facilmente perfurar a matriz de metal e causar rachaduras; enquanto a cementita esférica é como uma bola em um rolamento. Quando comprimida, os átomos de metal podem orbitar essas "esferas". Deslize suavemente.
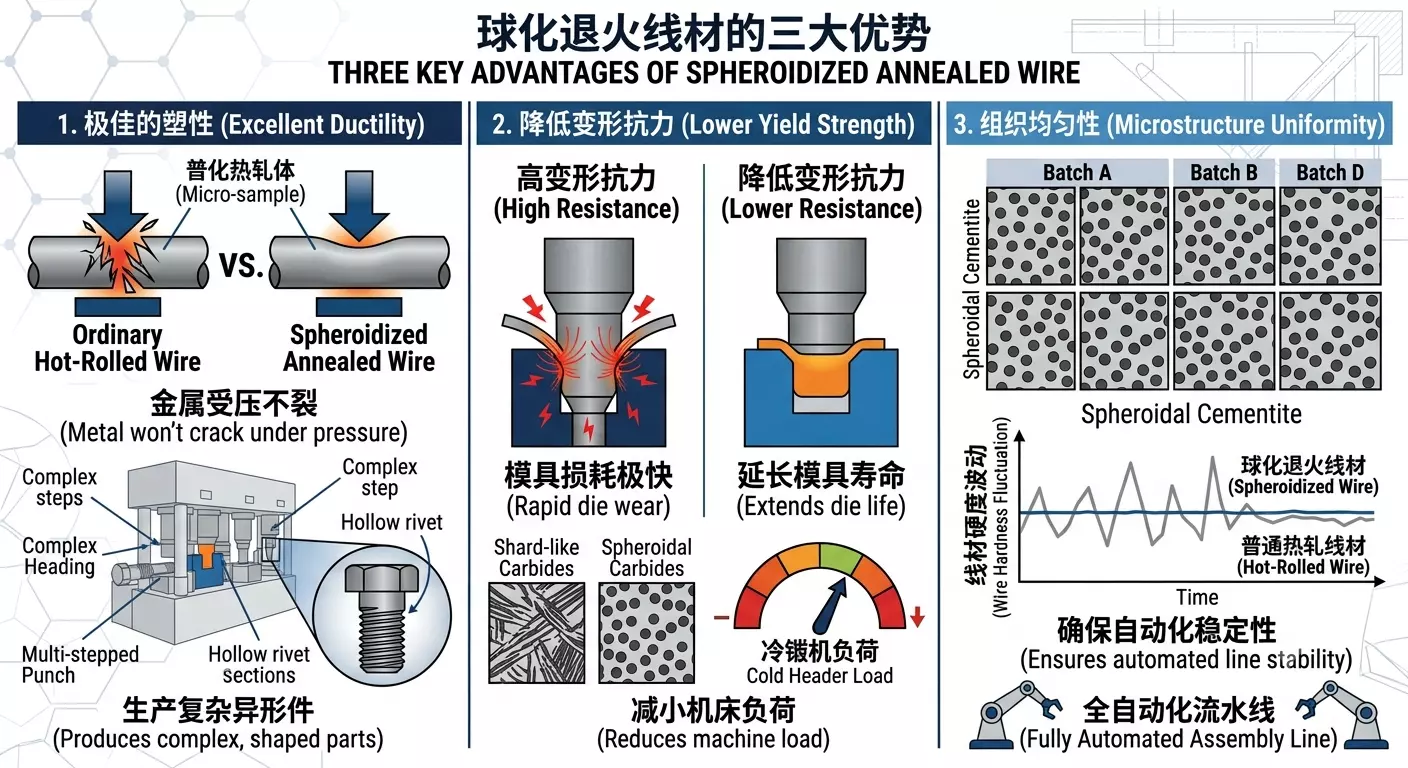
2. Por que o frio deve usar fio esferofiado?
O disco comum (estado laminado a quente) é altamente duro e quebradiço, e o frio direto fará com que o molde perca muito rapidamente e até mesmo as peças explodam diretamente. O fio de recozimento esférico tem as seguintes três vantagens:
· Excellent Ductility (Excellent Ductility): Quando o metal está sob grande pressão, ele pode causar deformação violenta sem causar microfissuras. Isso é essencial para a produção de rebites ocos, parafusos de degraus e outras peças complexas.
· Redução da resistência à deformação (Lower Yield Strength): Reduz a carga da máquina de corte a frio e do molde, prolongando significativamente a vida útil do molde caro.
· Uniformidade de tecido (Uniformidade de tecido): para garantir que a flutuação da dureza do fio-máquina em cada lote seja extremamente pequena, para garantir a estabilidade da produção de linha de montagem totalmente automatizada.
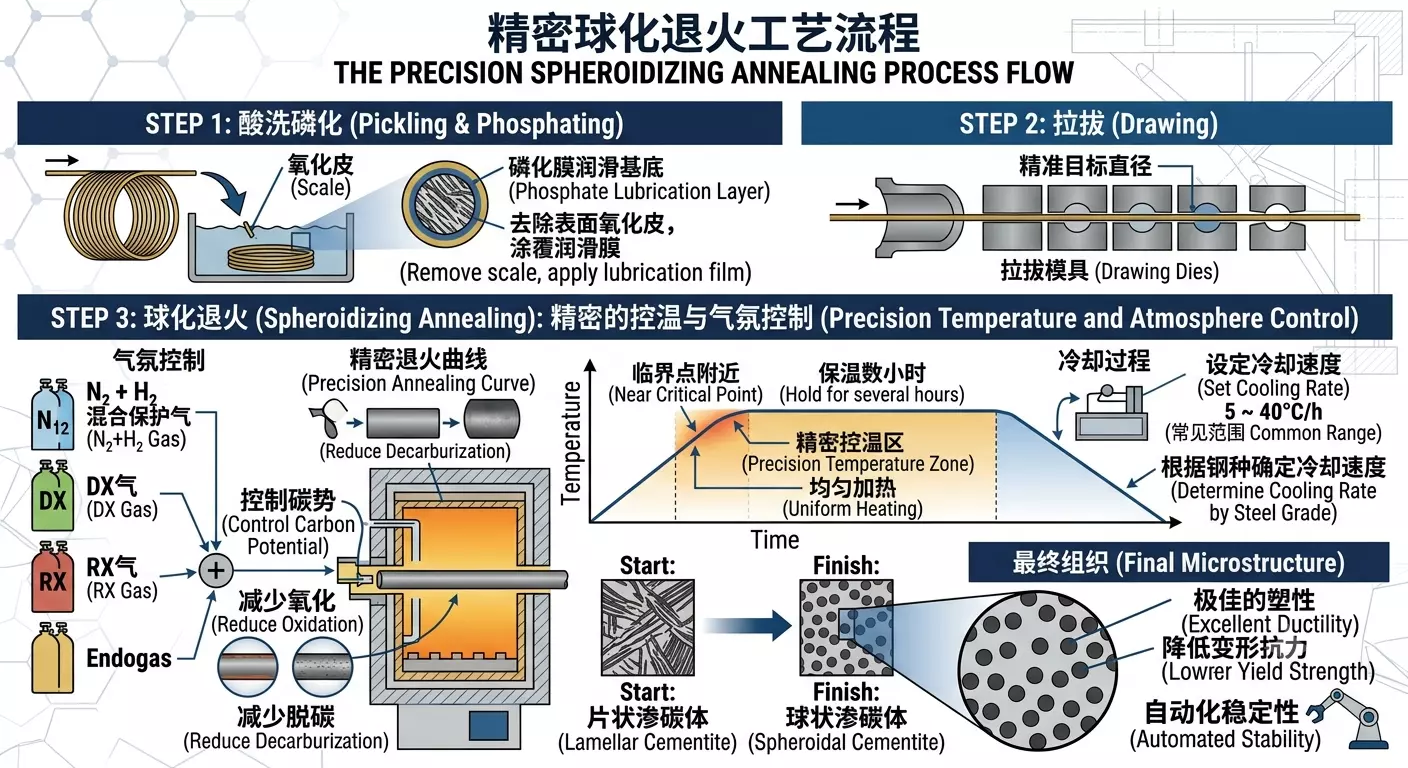
3. Processo de produção
O recozimento com bola não é um simples "incêndio", é um processo de controle de temperatura extremamente preciso:
1. Pickling & Phosphating (Pickling & Phosphating): Remova a pele de óxido de superfície e aplique uma camada de filme fosfatado como base de lubrificação.
2. Drawing: puxe o fio para um diâmetro de alvo preciso.
Anestiamento esférico: em um forno à base de gás (geralmente usando gás de proteção híbrido N₂, gás DX, gás RX ou gás de proteção Endogas para proteger a atmosfera e reduzir a oxidação e descarbonização controlando o potencial de carbono). Aqueça perto do ponto crítico, deixe aquecer por várias horas e depois esfrie a uma certa velocidade. A velocidade de resfriamento deve ser determinada de acordo com o tipo de aço e a organização alvo, a faixa comum é de cerca de 5 ~ 40 °C/h.
O processo comum de fio de controle frio deve ser determinado de acordo com a classe do produto e os requisitos do cliente.
RA:PC-RA
SA:PC-SA
RAIP:PC-RA-PC-D
(S)AIP:PC-SA-PC-D
SAF:PC-D-SA-PC
SAIP:PC-D-SA-PC-D
PASAF:PC-LA-PC-D-SA-PC
PASAIP:PC-LA-PC-D-SA-PC-D
PSASAIP:PC-SA-PC-D-SA-PC-D
Entre eles:
PC = fosfatização por decapagem
LA = recozimento em baixa temperatura
RA = recozimento comum
SA = recozimento esférico
D = puxar
HD = bombeamento direto
AIP = processo de recozimento
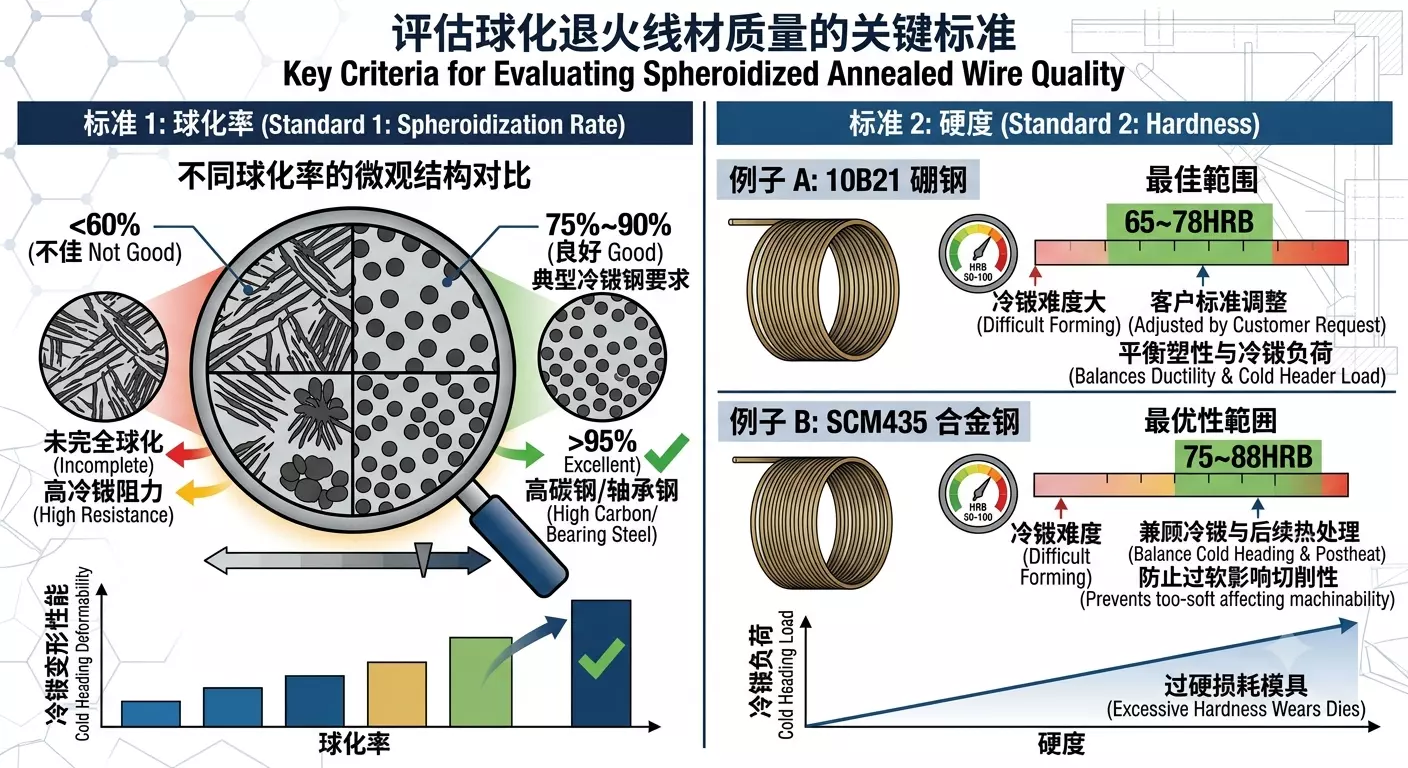
4. Critérios de avaliação de qualidade
Geralmente, existem dois critérios para julgar se um fio de recozimento em esfera é bom ou não:
Taxa de esfalização: Os requisitos de taxa de esfalização devem ser determinados de acordo com o tipo de aço e uso final. Geralmente, o aço de laço frio requer cerca de 60% ~ 90%, aço de alto carbono e aço de rolamento geralmente exigem um nível mais alto de organização esférica.
Dureza (Hardness): Por exemplo, a dureza após a esfalização de 10B21 é geralmente controlada em 65 ~ 78HRB gama, especificamente ajustado de acordo com a dificuldade de pressão fria e as necessidades do cliente. A dureza do SCM435 é geralmente controlada em 75 ~ 88HRB gama para levar em conta o desempenho de pressão a frio e os requisitos de tratamento térmico subsequente.